
e. Step E. Attaching the End of the Can. The next step is the application of
the end of the can to the body and includes flanging of the body (Figure 1-2F). During
this step, the outer edges of the cylinder formed around the mandrel are turned outward
toward a 90 degree angle. The end is formed to fit over and around this flange by being
pressed out of tin plates. The portion of the end that fits around the flange is called the
cover curl. This curl is filled with rubber base gasket compound that will form a hermetic
seal when the cover curl is bent around the flange (Figures 1-1 and 1-3).
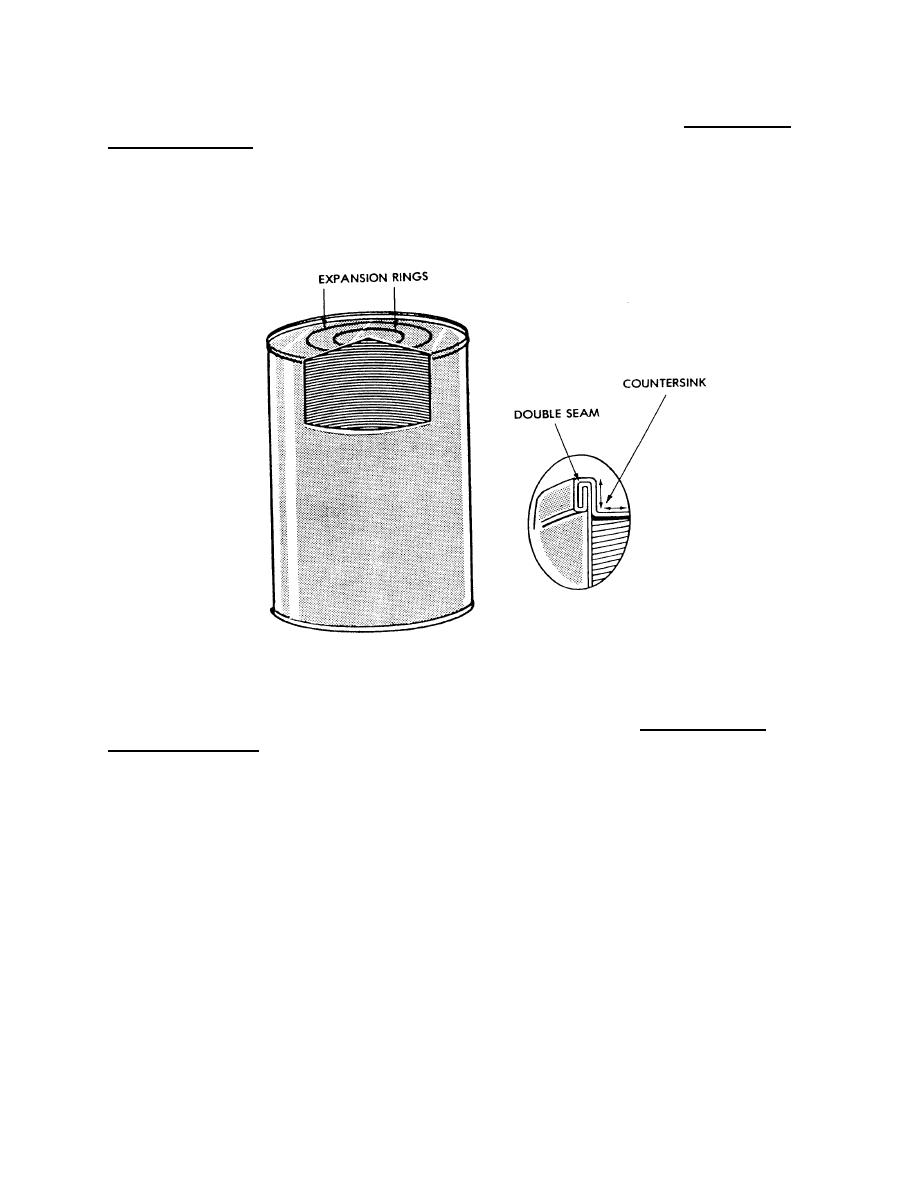
Figure 1-3. Can end.
f. Step F. Preparing the Double Seam. The final step is formation of the
double (end) seam. This formation is performed by two rollers, which revolve around
the can pushing the flange downward and compressing the cover curl completely
around the flange. The first operational roll lightly rolls the cover curl and the flange
together and the second operational roll tightly presses the two together to form a
hermetic seal and the double (end) seam. The end applied to the can at the can
manufacturing plant is called the manufacturer's end whereas the end applied after the
product is in the can is called the packer's end.
1-5.
BEADING
Larger size cans that tend to have weaker bodies may be beaded. Beading is a
method of strengthening a can by reinforcing ribs or concentric depressions around the
body. (See Figures 1-4 and 1-9.) Beading increases the resistance to paneling.
Paneling is caused by excessive exhausting following the filling operation and causes
inward movement of the can sides.
MD0708
1-6

 Previous Page
Previous Page
